

 当前位置:
当前位置:

 热门推荐
热门推荐



 推荐新闻
推荐新闻

 在线留言
在线留言 详情内容
详情内容
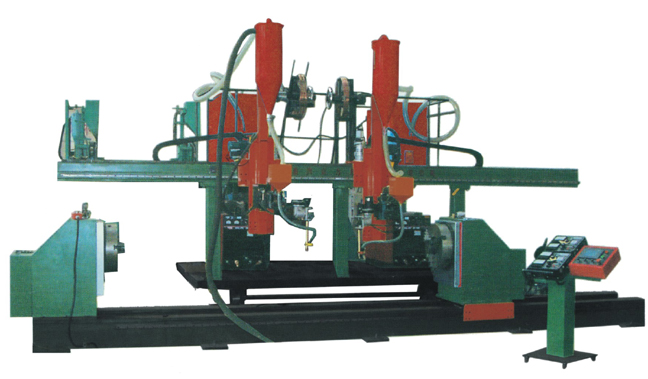
工件名称:液压缸体环缝
工件直径范围:φ100㎜~φ600㎜
工件长度范围:500~3000㎜
工件重量可适用范围:≤2000Kg
采用熔化极气体保护焊焊接工艺。焊丝规格:Φ1.2mm--Φ1.6mm。
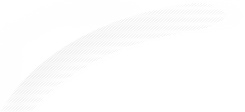
焊接工艺设置:可进行多层多道的自动焊接、多层摆动焊接
人工将已经点固定位的液压缸体工件放置在托架上→工装夹具定位缸体一端,定位轴心线→按“焊接”按钮,焊枪自动推进、并下降到位 →焊接电源自动引弧,达到正常焊接电流,工件自动旋转→达到设定焊接搭接量后,自动停止焊接、工件停转,机头反转复位→焊枪提升、后退复位→松开夹具,→吊卸工件。



